My Rant
Very few blades are forged at all these days. With modern steels readily available in flat sheets, they are quickly cut to the shape of the desired blade.
High powered electric grinders finish by shaping the bevels. That's not how I do it.
Although I have always forged all my blades from round bars of high carbon steel, they have required a fair bit of stock removal (grinding) to shape the bevels.
For many years I wondered about forging the bevels all the way to a wire edge, to seriously pack the steel there (and to avoid all that grinding). The few attempts I made
failed miserably because I couldn't control the edge, which would weave all over. Then one evening a few years ago, an idea struck me that should solve that problem. After
a lot of refinments, I finally got it to work, and it has transformed the way I make my blades. The final forging is done so precisely that
no major stock removal is needed. This keeps the full benefits of the forging. I am enjoying the thought that I've possibly taken a big step backwards to the time when precise
forging of blades was needed because a lot of shaping by grinding was not an option, so bladesmiths had to be very good to make the best blades.
"Hand forged" can mean a lot of different things. Usually, the bevels are started to be forged but with plenty of metal left so that the heavy grinding will correct
all the irregularities, to finally give a nice, uniform, clean bevel. It's easy to tell by
looking - the bevels have no scale or forging marks. For decades I thought that was the only way, that
it wasn't possible to forge the bevels all the way to a uniform and fine edge. So that is what I used to do. Done well and with good steel (and heat treatment!) -
it produces good blades. It's the reason a very old argument in bladesmithing has gone on for so long without a clear "winner" - Is a forged blade any better than one cut from flat stock?
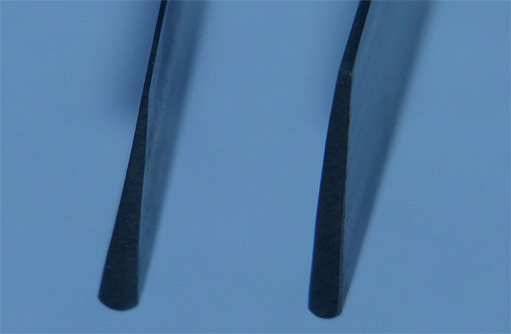
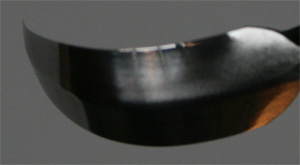
Well, when the bevels are not very thoroughly forged, the difference is not very great. THAT is where my new blades differ. The bevels are forged all
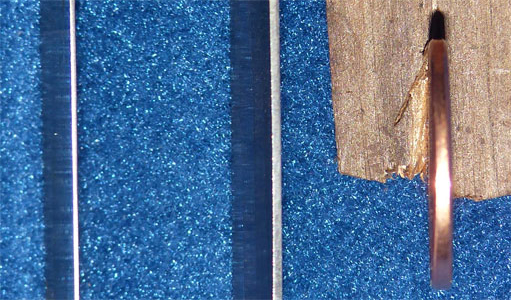
the way to a fine edge, the entire length. The proof that this is true is easy to see - there are no grinding marks on my blades, there are forging marks. I continue to strive to do things that other knife makers
can't or won't do. |